


 扫一扫
扫一扫

鸿山金属制造有限公司
鸿山金属制造有限公司主要生产各种型号 惠州镀锌喷塑防撞栏、等十几大系列。几年来, 惠州镀锌喷塑防撞栏、不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和较高的质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的研发能力、管理水平、服务意识,始终处于较高水平。与时俱进,永创新高。我们采用优质的原材料、严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与一致好评。诚信是金。“人无信不立,商无信不远”,坚持走诚信之路,我们本着“以质量拓市场,以信誉赢客户”的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,更优良的服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!
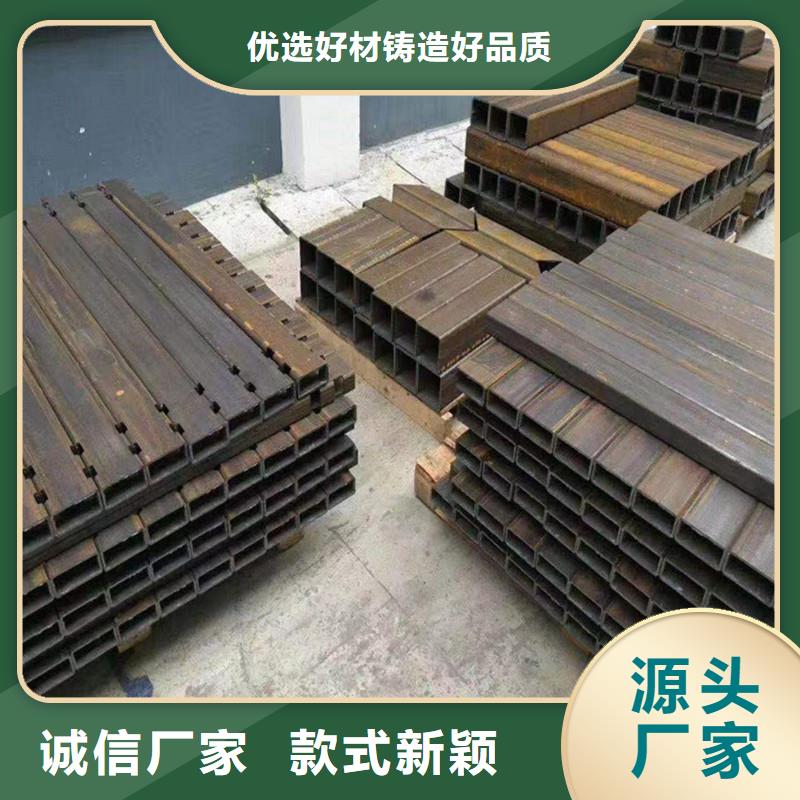
[当地]激光切管护栏立柱用好材做好产品")
[当地]激光切管护栏立柱用好材做好产品")
激光打孔是通过高功率密度、
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打在金属激光切割机的实际切割过程中,能够切割通过的板材的厚度是有限的,这与切割边缘的铁不稳定燃烧密切相关。为了使燃烧过程继续进行,狭缝顶部的温度须达到燃点。单靠氧化铁燃烧反应释放的能量并不能保证燃烧过程的连续性。
一方面,由于从喷嘴流出的氧气使狭缝不断冷却,
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
使切削刃温度降低;另一方面,燃烧形成的氧化亚铁层覆盖在工件表面,阻碍了氧气的扩散。当氧气浓度降低到一定程度时,燃烧过程就会熄灭。采用传统的会聚光束进行激光切割时,激光束作用于表面的面积非常小。由于激光功率密度高,工件表面温度不仅在激光辐射区域内达到燃点,激光切管而且由于热传导在更宽的区域内。作用在工件表面的氧流直径大于激光束直径。这表明,不仅在激光辐射区域,而且在激光光斑的外围也发生了强烈的燃烧反应。
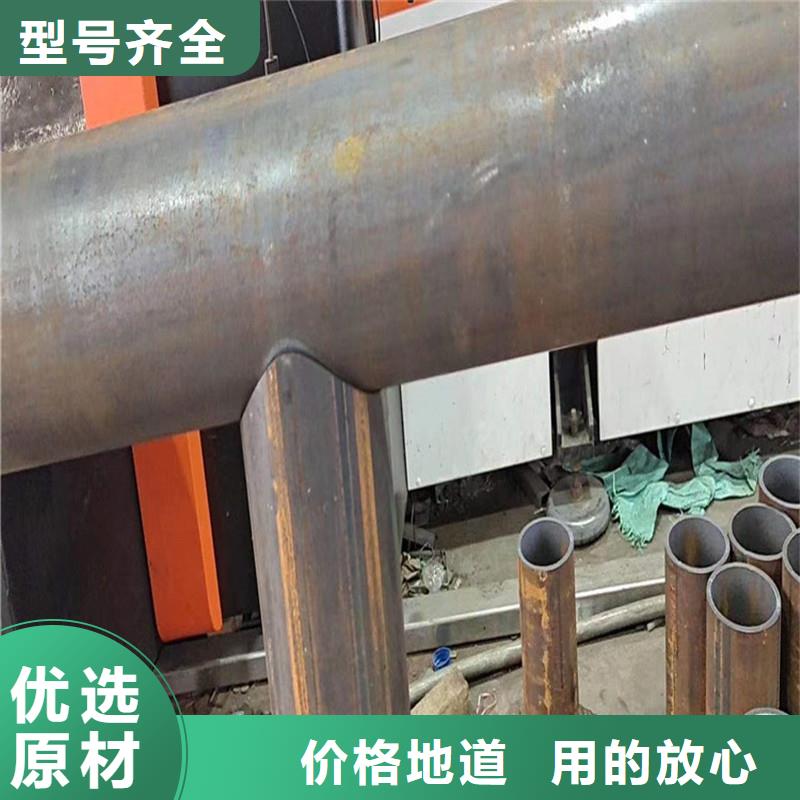
[当地]激光切管护栏立柱用好材做好产品")
[当地]激光切管护栏立柱用好材做好产品")
[当地]激光切管护栏立柱用好材做好产品")
激光焊接易于进行自动高速焊接,
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打也可通过数字或计算机控制;焊接薄材料或小直径线材时,不会有电弧焊时回流的麻烦;不受磁场影响(电弧焊和电子束焊容易),能准确对准焊件;可焊接两种物理性能不同的金属(如电阻不同);不需要真空,穿孔焊接时不需要x射线焊接,焊道深宽比可达10:1,
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
激光束可通过开关装置传送到多个工作站。近年来随着科学技术和工业经济的快速发展,对铝合金焊接结构件的需求越来越大,因此对铝合金焊接性的研究也越来越深入。铝合金的广泛应用促进了铝合金焊接技术的发展。同时,激光焊接技术的发展拓展了铝合金的应用领域,因此铝合金焊接技术成为研究热点之一。激光切管铝合金焊接工艺改进的前提是熟悉铝合金的材料性能。
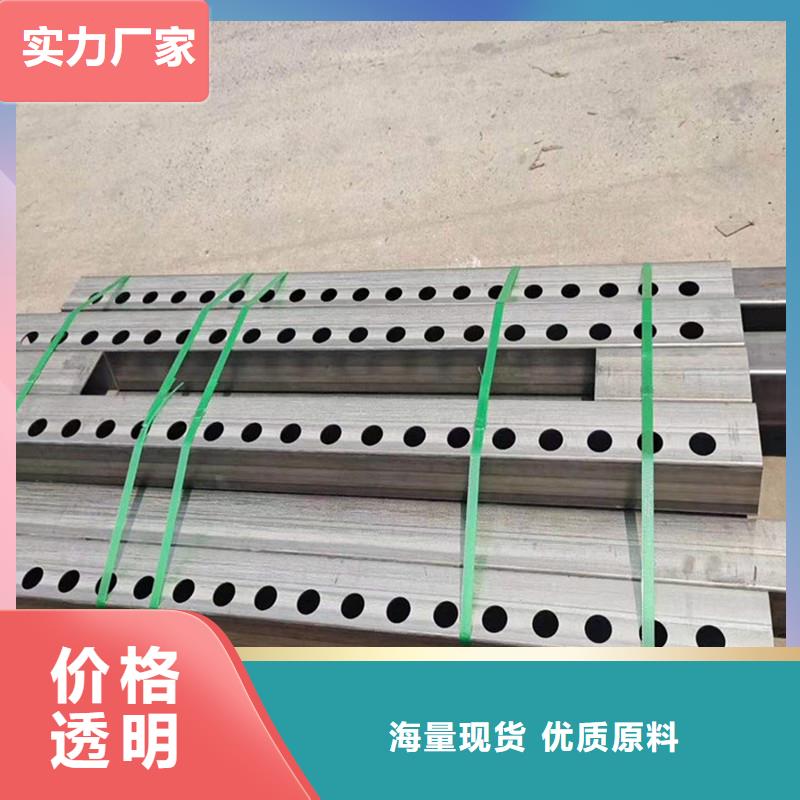
[当地]激光切管护栏立柱用好材做好产品")
[当地]激光切管护栏立柱用好材做好产品")
[当地]激光切管护栏立柱用好材做好产品")
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
激光切割
当聚焦的激光束照射工件时,辐照面积会急剧上升,使材料熔化或汽化。激光束一旦穿透工件,切割过程就开始了:激光束沿着轮廓线移动,同时融化材料。通常使用射流吹走切口处的熔体,在切割部分和板框之间留下一个狭窄的间隙,这几乎与聚焦的激光束相同的宽度。
火焰切割
火焰切割是切割低碳钢的标准过程,使用氧气作为切割气体。激光切管氧气加压到6bar,然后吹入切口。在那里,被加热的金属与氧气反应:它开始燃烧和氧化。化学反应释放出大量的能量(高达激光能量的5倍)来辅助激光束切割。
熔化切割
熔化切割是切割金属的另一个标准过程。也可用于切割其他易熔材料,如陶瓷。
使用氮气或氩气作为切割气体,将2- 20bar的气体压力吹过切口。氩气和氮气都是惰性气体,也就是说它们不会与切口内熔化的金属发生反应,只是把它们吹到底部。同时,惰性气体可以保护刃口不被空气氧化。
[当地]激光切管护栏立柱用好材做好产品")
技术支持:cnwbgg.com