准备好领略香港 当地 钢锭弹簧钢厂家让客户买的放心产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。
以下是:香港香港 当地 钢锭弹簧钢厂家让客户买的放心的图文介绍

高效的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、生产制造能力,让您省心
①现代化高科技生产,配有先进生产 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、设备及检测仪器
②公司合作有多处生产基地供货以确保订单完成率
③ISO9001国际化生产流程管理,致力于成为国内 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、设计、研发、制造、生产基地



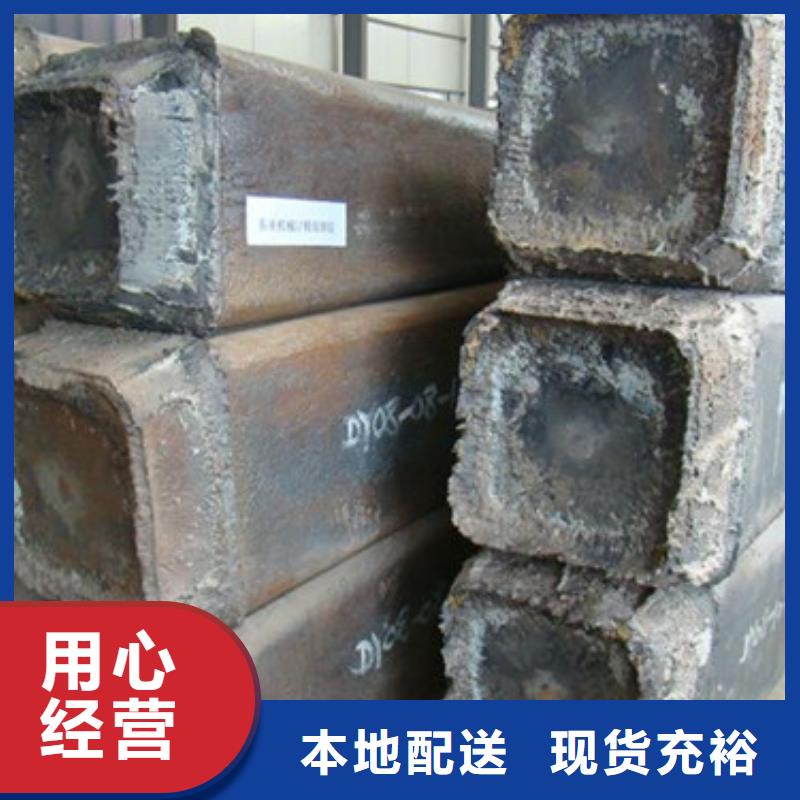
铸钢件是如今钢材产品市场备受欢迎的存在,是值得不少钢材使用客户赖认可的存在,公司了解铸钢件各方面的使用维护技巧,关于铸钢件的具体冒口设置的小知识,小编为您进行了如下概括。
对于壁厚不均匀的合金铸钢件,每个热节部位都要设置冒口。
应尽量设置在铸钢件被补缩部位的顶部或近旁。
当铸钢件在不同高度上有热节需要补缩时,可设置多个冒口,但各冒口的补缩区要隔开。
冒口建议不设置在铸钢件重要的或受力较大的部位。
应尽量使内浇道通过冒口。冒口应尽量不设置在合金铸钢件应力集中处。
冒口建议设置在铸钢件需要机械加工的表面上。钢材产品市场随着社会经济的发展逐渐壮大起来,铸钢件算是常见的钢材产品之一,关于铸钢件的生产中是如何进行补漆作业的?小编为您进行了如下概括总结。




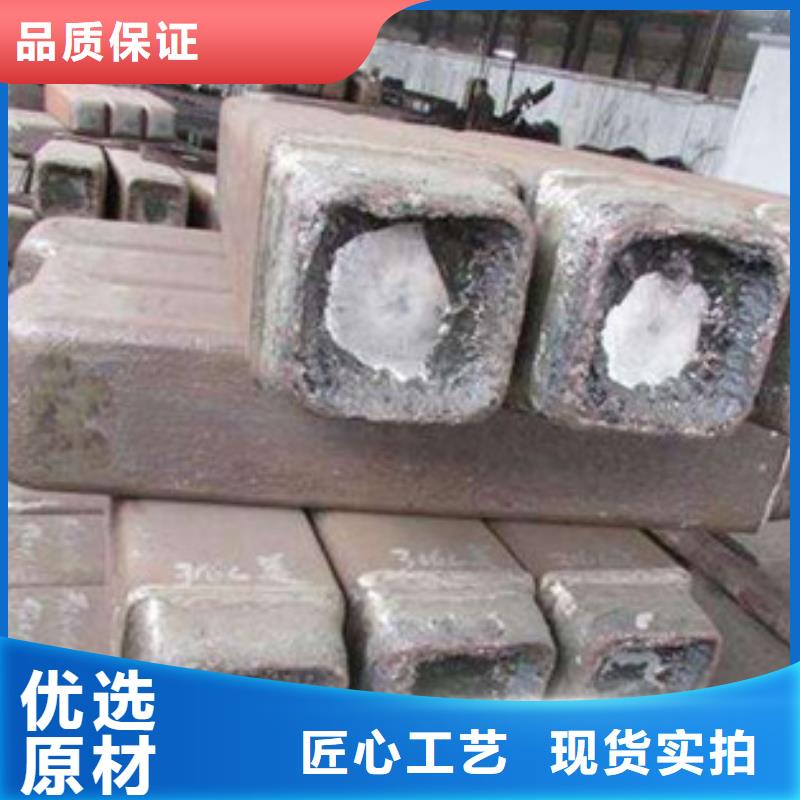
铸钢件的进行是为很多铸钢件企业进行钢材产品生产的关键技术,铸钢件就是锻造工艺典型的产品,关于铸钢件的生产工作中浇注是重要的一个步骤。在铸钢件浇筑作业要求,通常需要根据以下要点:铸造大型,中型钢铸件,浇注后钢包内钢水静1-2min镇静。
铸钢件凝固完成后,工作人员应及时拆除压铁箱,这么做是为了消除鑫昌铸钢件件缩,以免铸钢件的裂纹缺陷。先简单的掌握以上铸钢件浇注知识详情,希望能够为客户朋友更好的进行铸钢件的选购、使用提供支持帮助,如果您想要了解更加全面的铸钢件产品生产知识的话,请您光临我们公司进行咨询了解。
铸钢件的铸造方法‘杜慎防’。如今,随着当今社会经济的不断进步发展,铸钢件的生产成为了很多铸钢件企业重要的工作,也是很多铸钢件企业使用常见的产品。




 扫一扫
扫一扫