以下是(辉) 本地 精密钢管42CrMo精密管多种规格供您选择的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:辉(辉) 本地 精密钢管42CrMo精密管多种规格供您选择的图文介绍
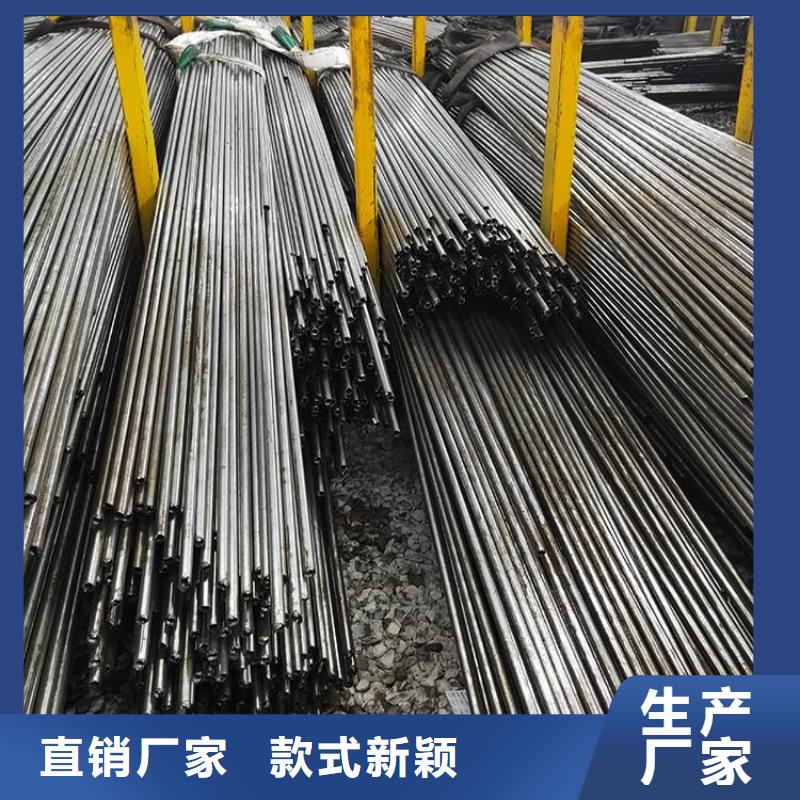
 本地 精密钢管42CrMo精密管多种规格供您选择")
融拓金属材料有限公司常年生产销售各种材质与规格的 20A无缝钢管、, 20A无缝钢管、生产厂家,可定做各种型号 20A无缝钢管、,,欢迎来人来电洽谈业务。
 本地 精密钢管42CrMo精密管多种规格供您选择")
 本地 精密钢管42CrMo精密管多种规格供您选择")
一般情况下,建筑行业所需的管道用钢主要集中在三个领域:其一是我们常用的水、煤气(天然气)、消防用管等镀锌焊管;其二是建筑在建设过程中用的脚手架,这也是建筑行业一个重要钢管需求领域,其三则是建筑的排水管和供热管道。这三个领域是建筑行业中钢管的主要需求方向。
和油气管道运输中多用无缝钢管不同,建筑行业中所需的钢管多以焊管为主。之所以青睐焊管是因为这类钢管接头可以用直接焊接方式,操作方便,且埋入地基之后不会变形也不漏水,安全可靠。因此,焊管成了建筑行业钢管用钢的 。可是,和无缝钢管相比,焊管在耐腐蚀性等方面存在一定不足,因此,我们经常会看到住宅因为输水管道、输气管道老化而不断返修。但是,随着钢管行业新国标的贯标执行,这种情况可以得到大大改观。
以镀锌焊管这种建筑业常用的钢管为例,以前在上锌量没有固定的要求的时候,部分企业只是在表面镀一层锌,这类钢管在建筑采购使用之后用不到几年就会出现表层脱落的情况,进而整个钢管出现生锈的情况,严重损害了钢管的使用寿命
 本地 精密钢管42CrMo精密管多种规格供您选择")
 本地 精密钢管42CrMo精密管多种规格供您选择")
 本地 精密钢管42CrMo精密管多种规格供您选择")
精轧管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可精确至0.2mm以内,在搞弯、抗扭强度相同时,重量较轻,所以广泛用于制造机械结构、液压设备、汽车零件, 钢筋套筒。
精轧管去产能的方式和方法是多样性的,对于精轧管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话精轧管行业才能够获得更好地发展,不然的话精轧管行业是不能更好地进行发展的。
根据精轧管产生脆性的回火温度范围,可分为低温回火脆性和高温回火脆性。精轧管低温回火脆性 合金钢淬火得到马氏体组织后,在250~400℃温度范围回火使钢脆化,其韧性一脆性转化温度明显升高。已脆化的精轧管不能再用低温回火加热的方法消除,故又称为%26ldquo;不可逆回火脆性%26rdquo;。它主要发生在合金结构钢和低合金超高强度精轧管等钢种。已脆化精轧管的断口是沿晶断口或是沿晶和准解理混合断口。产生低温回火脆性的原因,普遍认为:(1)与渗碳体在低温回火时以薄片状在原奥氏体晶界析出,造成晶界脆化密切相关。(2)杂质元素磷等在原奥氏体晶界偏聚也是造成低温回火脆性原因之一。含磷低于0.005%的高纯精轧管并不产生低温回火脆性。磷在火加热时发生奥氏体晶界偏聚,淬火后保留下来。磷在原奥氏体晶界偏聚和渗碳体回火时在原奥氏体晶界析出,这两个因素造成沿晶脆断,促成了低温回火脆性的发生。
 本地 精密钢管42CrMo精密管多种规格供您选择")
 本地 精密钢管42CrMo精密管多种规格供您选择")
精轧管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精轧管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精轧管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管具有中空截面,大量用作输送流体的管道,钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。精轧管和无缝钢管的区别:无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。精轧管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
 本地 精密钢管42CrMo精密管多种规格供您选择")





 扫一扫
扫一扫